機械密封性能檢測
作者:網絡 發布時間:2024-09-30 點擊次數:
機械密封由于它適應性強、能耗低、壽命長,所以在各個領域中得到了廣泛應用。但是,有關機械密封設計及基本參數對密封性能、功率消耗、摩擦、磨損的影響尚處于使用經驗數據的狀態.設計產品雖可滿足使用要求,
是否處于最佳狀態,尚無把握.最近密封設計開始采用計算機設計,也僅是一種設計手段.密封界普遍認為影響機械密封端面摩擦的因素很多,至今還缺乏較全面的理論公式,有待于進一步研究解決.以致有人認為“密
封設計只被看作為一種試驗技術.事實上不能象計算梁的強度或滑動軸承等那樣有可靠的設計理論,困難在于非常缺乏有關密封特性方面的系統資料".
摩擦副端面摩擦扭矩測量
一、摩擦副端面扭矩測量的目的
二、扭矩測量試驗裝置
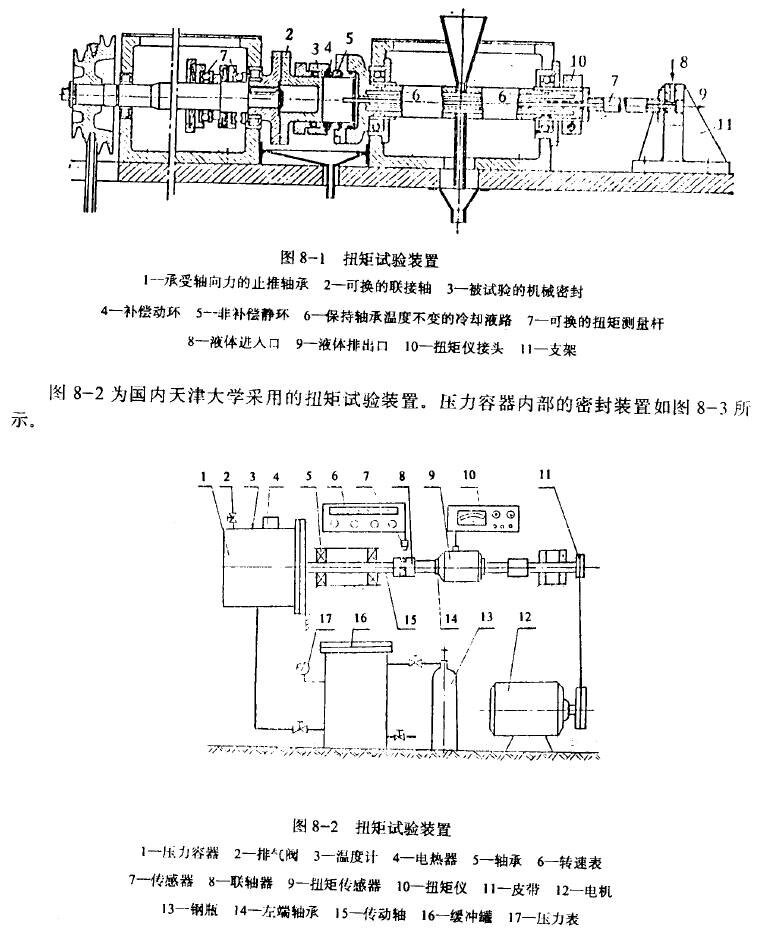
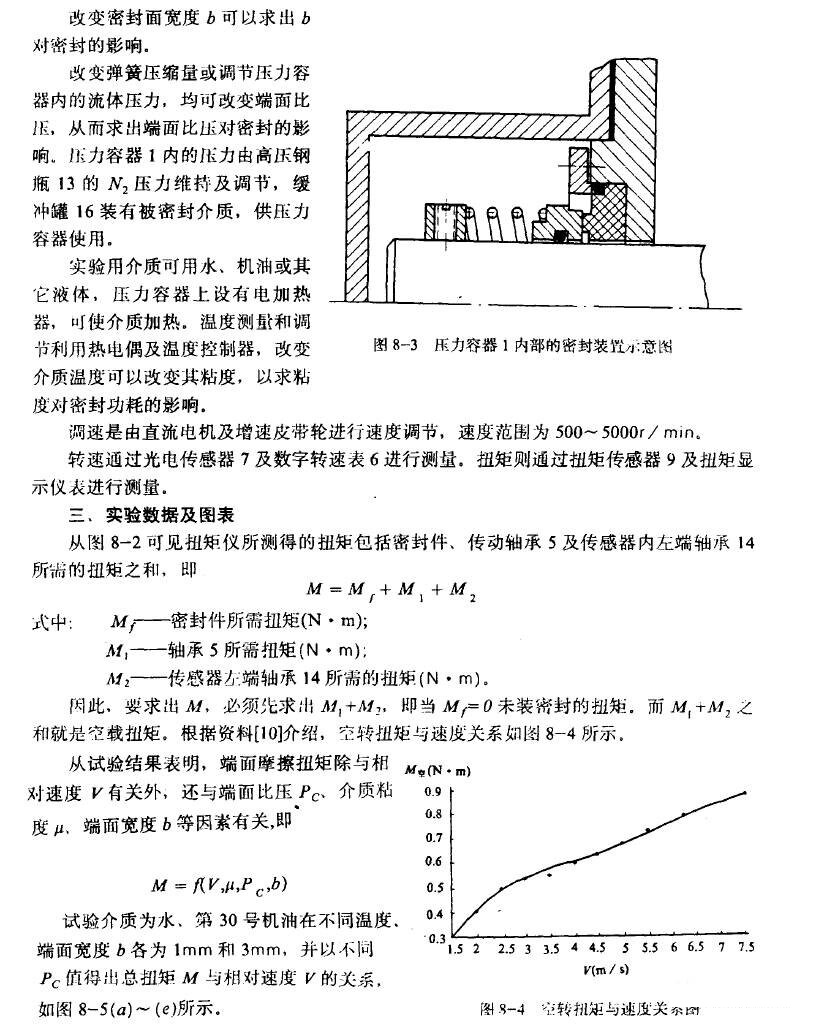
扭矩測量試驗裝置的型式很多,常用的試驗裝置如圖8-1、8-2所示。
圖8-1為E.Mayer用的扭矩試驗裝置,此試驗裝置用3.3~3.4kW電動機經過三角皮帶輪變速,轉速范圍1500一5000r/min.
由外部更換的聯接軸2是為了適應不同尺寸的機械密封而設計.徑向力由滾柱軸承支承,高的軸向力由兩個均勻受力的滾珠止推軸承1承擔.用可換的扭矩測量桿測量摩擦力矩,此桿上還設有壓力液體通人流道和液體排出流道.軸向力經過扭矩測量桿傳到支架11上。這個支架裝有接頭,分別和壓力表及泵的軟管相聯接.扭矩測量桿的扭轉角用長250mm的擺動減震臂來傳遞.擺動臂帶有測量裝置,在此臂上設有標定裝置,轉角通過文丘里裝置用高為500mm易讀數的液體壓力計放大,將此刻度標定后,便可直接讀出扭矩或者摩擦系數的數值。測量端的軸承用冷卻系統6保證恒溫,目的是為了消除由于被密封介質在不同的溫度下造成軸承摩擦損失的不同.泄漏出來的液體收集在一量筒中,這種試驗裝置可以得到高的測量精度,但在高速和中等壓力下,軸向止推軸承壽命較短。
端面磨損量測量
機械密封端面的磨損是衡量機械密封使用壽命的重要標志之一。根據JB4127-85規定,以清水為介質進行一試驗,運轉100小時軟質材料的密封環磨損量不大于0.02mm,進的一高速泵要求動環的磨損深度大于0.005mm就要重新研磨。所以,端面磨損量的測可以了解密封的實際使用情況。
端面磨損量的測童方法:
1.秤量法
秤量法是秤量摩擦副環試驗(運轉)前后的質量變化來確定磨損量.一般在天平上進行,這是一種簡單易行的常用方法。
2.測長法
該法是通過測}.:f摩擦副端面試驗前后的法向尺寸變化來確定磨損量,一般要有一個測量的基準部位。常用的測量儀器有測長儀、萬能工具顯微鏡、讀數顯微鏡等.
3.表面輪廓法或表而粗糙度法
該法是通過輪廓儀或粗糙度儀來測量摩擦表面磨損前后的輪廓或粗糙度變化來確定磨損量。這是因為密封而的承載而積比隨著表面粗糙度的變化而改變的緣故(圖8-7 )
4.金相分析法
該法是通過觀察摩擦端而磨損前后金相組織變化來確定磨損量,特別是對研究腐蝕磨損和疲勞磨損時采用此法更好。金相分析法也可采用電子顯微鏡和電子探針來觀察。
5.化學分析法
該法是用化學定性定量法分析磨損微粒的組成和總量,也可借助于光譜和色譜的分析方法來進行。
除了以上幾種方法以外,還可采用放射性同位素法和放射性指示器等檢測手段來測量端面磨損量.
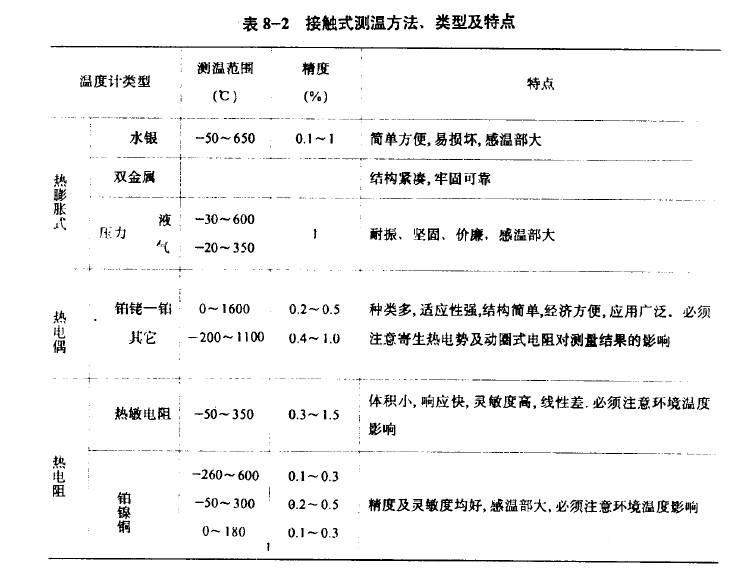
溫度測量
機械密封溫度測量有:密封環的溫度分布,沖洗冷卻系統溫度,密封介質溫度等。
測量溫度的方法有接觸式和非接觸式兩種,用于機械密封溫度測量以接觸式測量方法較適宜。

密封環端面溫度測量通常測量靜環端面處溫度,一般用直徑為1mm的熱電偶埋入石墨環距端面2mm處進行溫度測量,這種方法常在試驗研究時采用。
除熱電偶溫度計外,水銀溫度計是最常用的一種測溫計。
泄漏量測量
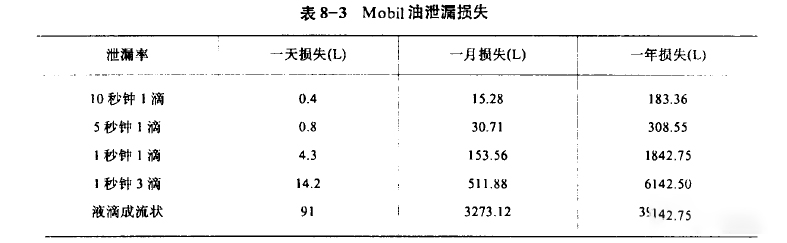
泄漏量測量最簡單的辦法是用目測檢查,根據技術條件,泵用機械密封的泄漏量在3~5m L / h之間,如每毫升以16~20滴計算,則泄漏量標準為1~2滴/min。泄漏的液滴還與密封液體的粘度(溫度)有關,大體上重質油的泄漏速度比輕質油的泄漏速度慢一半左右。
除了目測檢漏之外,還可從泄漏處引出導管用量筒定時計量,此法比較方便精確。
點滴成渠,泄漏造成的損失十分驚人。國外有人用Mobil油,液滴直徑約0.4mm以375升容器做的試驗結果如表8-3所示。
彈簧性能檢測
彈簧性能檢測主要有以下幾項:
一、永久性變形測量
將彈簧成品壓縮五次到工作極限負荷下Hi測量第四次和第五次的高度,其值不變則認為沒有永久變形。
彈簧成品在永久性變形檢測合格后,才進行負荷公差、尺寸、表面形狀和位置公差的檢查。
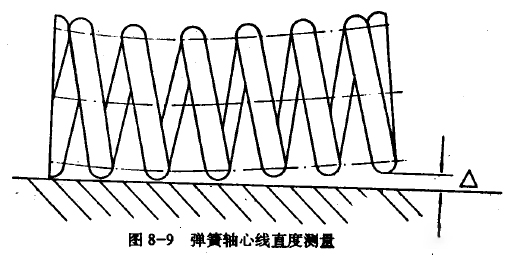
四、軸心線直度測量
軸心線直度測量如圖8-9所示.最大間隙△值應為表6-3中不垂直度公差之半(按1級精度要求).
其它項目檢查,如尺寸、表面質量、熱處理質量按有關規定進行檢測.
金屬波紋管性能檢測
金屬波紋管的性能檢測主要有以下幾項:
一、氣密性檢測
單個波紋管的氣密性檢查:將波紋管裝在專用夾具上使其密封.專用夾具是由拉桿、連接座、密封塞、密封圈、活動套、壓緊件等元件組成,它視波紋管規格和數量可自行設計。
密封后的波紋管放在盛水的容器中,在波紋管內通人0.1MPa的壓縮空氣(當波紋管的最大耐壓小于0.2MPa時,則通人最大耐壓力的30%),保持1分鐘,在水中的波紋管表面無氣泡冒出,就認為合格.
波紋管組合件的氣密性檢查:最常用的是用氮質譜檢漏.如用氮氣噴射法還可檢測焊接波紋管的焊縫. 二、剛度測量
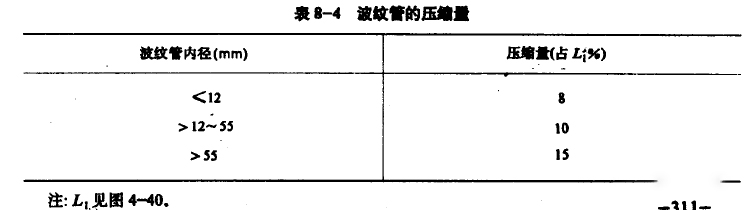
在專用的測量儀器(一般為拉壓力試驗機)上對預壓縮的波紋管施加集中負荷Q(N),使波紋管壓縮,側量其壓縮量S(mm),計算其比值Q/S(N/mm),即視為波紋管剛度.
側量時波紋管的壓縮量應符合表8-4規定,預壓縮童應小于此規定.
三、最大允許位移測里
在專用裝置上,以專用儀器指示波紋管自由長度下的零位,然后在集中負荷作用下壓縮,使壓縮量等于規定值,保持1分鐘后除去負荷.這樣重復三次,立即讀取零位偏移量,該值不得大于表8-5規定.
四、最大耐壓力測量
將波紋管固定在專用裝置上,使波紋管兩端密封,并限制其自由端,以專用儀器指示任一波紋一側做為零位,然后向波紋管內通入規定壓力的80%,保持1分鐘,釋放壓力,立即讀取零位偏移值,其值不得超過波紋管有效長度L1的0.2%.
五、工作壽命(機械疲勞)測量
在專用疲勞試驗機上,以10~15次/min的頻率將波紋管壓縮100次,其壓縮量應等于最大允許位移.然后再進行氣密性、剛度、最大允許位移、最大耐壓力等項目測量.
密封圈密封性能檢測

摩擦副端面平面度檢查
摩擦副端面平面度測量方法有:研點法,刀口尺法,輪廓儀測量法和光干涉法(利用光學平晶測量).以上四種測量方法以光干涉法比較實用.
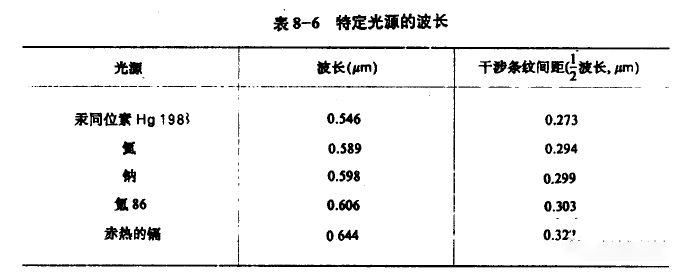
一、光干涉法的光源
光干涉法所用的光源是單色光源,它可用濾色鏡、棱鏡獲得,但多數實用光源采用電激勵某種元素的原子后產生所需光源。常用光源元素有:汞、汞198、鎘、氪、氪86、鉈、鈉、氦和氖,其中以鈉光源和氦光源用得較多.

二、光學平晶的要求
平晶是用透明的石英或Pyrex玻璃(硼硅酸玻璃)制成,其一面的平面度至少在0.025~0.125um之內。
平晶有方形或圓形,對邊或直徑在25~400mm(更大的要定做),厚度為12.5~63rnm。
平晶精度:商用0.2um,生產用o.1um,作基準用0.05um,標準用0.025um.因此,密封環端面平面度檢查用的平晶精度用0.1um級.
平晶的直徑至少等于測量件的直徑,通常在200mm以下.
三、光學平晶檢驗裝置
光學平晶檢驗裝!如圖8-11所示.
用平晶檢驗密封端面的平面度時注意事項:
1.使用平晶時,不要在粗糙平面上移動,以免損壞平晶表面;
2.在平晶面和測盆件端面之間,不應有灰塵、絨頭和水氣,檢驗必須在干燥條件下進行。
3.平晶精度按規定要求,并定期檢查.
四、干涉條紋的形狀及判別
在實際生產中,動環和靜環的密封端面經研磨、拋光后還不能達到十分理想的平面度.所以在用平晶檢查時,見到的干涉條紋形狀不可能是完全平行,間距相等的.
由于各密封廠生產條件不相同,各廠有自己的檢測手段和經驗,至今尚無統一的干涉
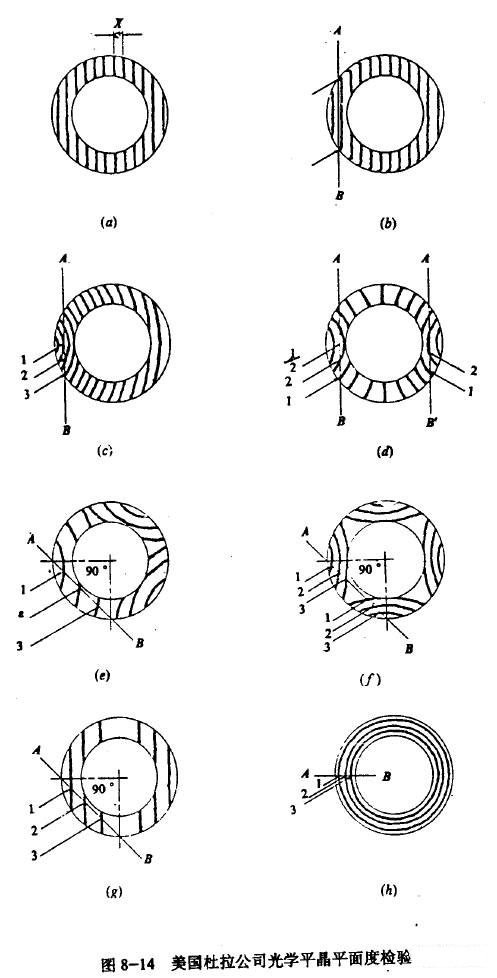
條紋形狀圖樣,就是資料上介紹的圖樣差別也是很大.今將日本Eagle公司、比拉公司和美國杜拉公司評定密封端面平面度的干涉條紋圖形列在圖8-12、8-13和814中供使用參考.
為了便于對照,圖8-15、8-16、8-17列出國內有關資料介紹端面平面度的干涉條紋圖形及其判定結果供檢查對照.
總之,實際干涉條紋形狀很多,干涉條紋數則與質量標準、制造廠水平、密封的使用條件有關。干涉條紋數多少(平面度數值大小),按規定在1~3條之間,但這是以特定光源的半波波長在0.3um以下(或接近0.3um)為前提的.
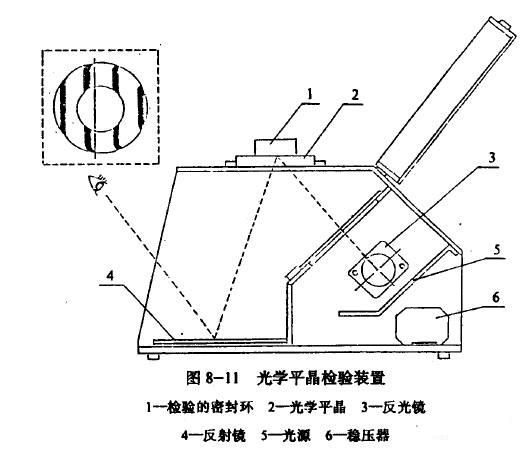
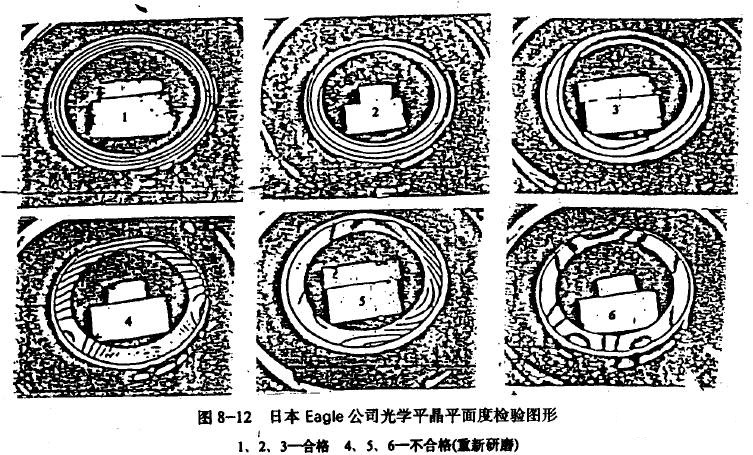
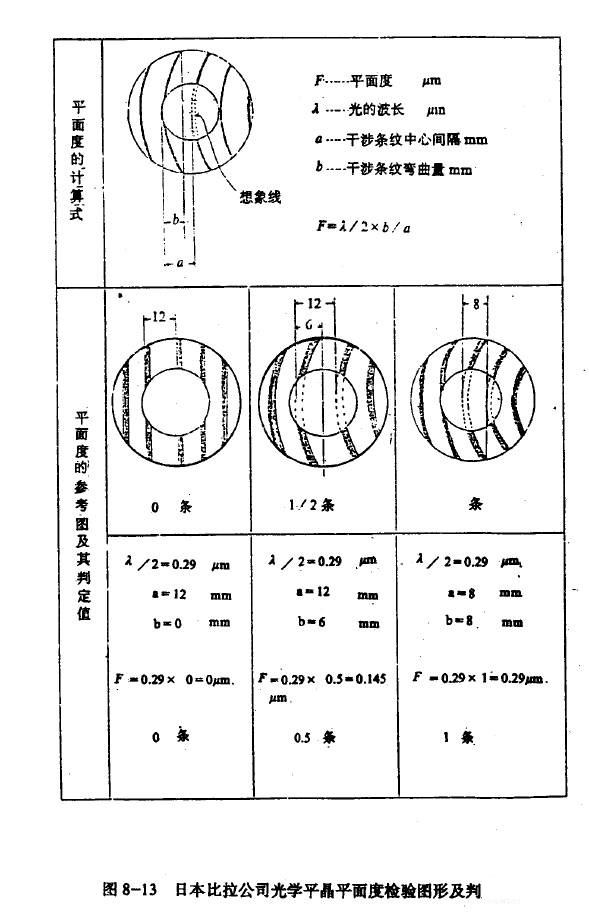
圖8-14(a)表示在1光帶以內典型的密封面干涉光帶圖形,X一間隙,它取決于平晶面與密封面的氣隙而與平面度無關.
圖8-14(b)外部邊緣彎曲的光帶是由拋光工序沖刷的緣故,這是正常的圖形與平面度有關.線AB交叉1條黑帶,被AB接觸的面積表示平面度超出1個光帶。
圖8一14(c)光帶一邊彎曲表示平面度超出3條光帶(按箭頭所指AB線相交3條黑帶),此圖平面度超出杜拉公司質量標準,因杜拉公司規定1一2條光帶為合格.
圖8一14(d)2條光帶被AB線相交并落在2環中部所指的21/2光帶彎曲處,線AB相交2條光帶,杜拉公司認為交叉處為21/2光帶的卵形彎曲·
圖8一14(e)馬鞍形表示超出3條光帶的情況.
圖8一14(f)馬鞍形表示超過6條光帶的情況.
圖8一14(g)表示一圓柱形部分具有3條光帶的讀數差錯.
圖8一14(h)對稱圖形表示凹凸平面.AB線相交3條光帶。